
- English
- 简体中文
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी

लैब मूल्यों को समझना: रंग पढ़ने का सही तरीका - इंजीनियरिंग प्लास्टिक में रंग अंतर नियंत्रण के लिए तीन मुख्य पैरामीटर
"क्या कलरमीटर रिपोर्ट पर 2.1 का ΔE स्वीकार्य है या नहीं?"
"ग्राहक का कहना है कि लैब मूल्य बंद हैं, लेकिन रंग मुझे लगभग समान दिखते हैं।"
ये ऐसे प्रश्न हैं जिन्हें हमारी तकनीकी टीम हर दिन सुनती है। इंजीनियरिंग प्लास्टिक उद्योग में, रंग अंतर का आकलन अब केवल नग्न आंखों से नहीं किया जाता है। चाहे वह ऑटोमोटिव इंटीरियर पार्ट्स, 3 सी इलेक्ट्रॉनिक हाउसिंग, या औद्योगिक संरचनात्मक घटक हों, ग्राहक लगभग हमेशा एक रंग अंतर स्वीकृति मानक शामिल करते हैं जो स्पष्ट रूप से बताता है: ΔE ≤ 0.5, निर्दिष्ट सहनशीलता के भीतर एल, ए, बी मान के साथ।
तो वास्तव में एल, ए और बी क्या हैं? और वे दृश्य निरीक्षण से अधिक विश्वसनीय क्यों हैं? आज हम इंजीनियरिंग प्लास्टिक उत्पादन की भाषा में इन तीन मापदंडों की व्याख्या करेंगे।

I. रंग की "समन्वय प्रणाली": लैब रंग स्थान
कल्पना करें कि मानचित्र पर किसी स्थान को इंगित करने के लिए, आपको देशांतर, अक्षांश और ऊंचाई की आवश्यकता है। लैब कलर स्पेस रंग के लिए "त्रि-आयामी समन्वय प्रणाली" है।
1976 में अंतर्राष्ट्रीय रोशनी आयोग (सीआईई) द्वारा स्थापित, यह रंग माप के लिए वैश्विक स्वर्ण मानक बना हुआ है। किसी भी रंग को निर्देशांक (एल, ए, बी) के एक सेट द्वारा इस त्रि-आयामी स्थान में विशिष्ट रूप से स्थित किया जा सकता है।
• L मान (हल्कापन) : 0 से 100 तक होता है। L=100 शुद्ध सफेद है, L=0 शुद्ध काला है। इंजीनियरिंग प्लास्टिक में, एक काला हिस्सा भूरा दिखाई देता है या एक सफेद हिस्सा पीला हो जाता है, जो मूल रूप से एल मान में बदलाव है।
• एक मान (लाल-हरा रंग): सकारात्मक मान लाल दर्शाते हैं, नकारात्मक मान हरा दर्शाते हैं। जब एक ज्वाला-मंदक एबीएस जो चमकदार लाल होना चाहिए, वह "सुस्त ईंट लाल" में बदल जाता है, तो मूल्य संभवतः मुद्दा है।
• बी मान (पीला-नीला रंग): सकारात्मक मान पीला दर्शाते हैं, नकारात्मक मान नीला दर्शाते हैं। बी मान सबसे "संवेदनशील" पैरामीटर है - उच्च तापमान प्रसंस्करण के दौरान पीबीटी, पीसी और नायलॉन जैसी सामग्रियों के पीले होने का खतरा होता है। जब बी मान सकारात्मक रूप से बदलता है, तो भाग स्पष्ट रूप से "पीला हो जाता है।"
द्वितीय. तीन संख्याएँ, तीन सामान्य "रंग अंतर लक्षण"
उत्पादन स्तर पर, हम लैब मूल्यों में परिवर्तन के माध्यम से मूल कारणों का तुरंत निदान करते हैं:
1. एल मान में बड़ा विचलन - सामग्री की स्थिति और मोल्डिंग प्रक्रिया की जांच को प्राथमिकता दें।
• उच्च एल मान (बहुत सफेद/पीला): संभवतः कम मोल्ड तापमान या रंग मास्टरबैच में अपर्याप्त टाइटेनियम डाइऑक्साइड।
• कम एल मान (बहुत गहरा): संभवतः सामग्री का क्षरण (अत्यधिक उच्च तापमान का जोखिम) या खराब मोल्ड वेंटिंग।
2. किसी मूल्य में बड़ा विचलन - सामग्री निर्माण की जाँच को प्राथमिकता दें।
• मान में सकारात्मक बदलाव (लाल रंग): ज्वाला-मंदक सामग्रियों में आम है, जहां ज्वाला मंदक उच्च तापमान पर विघटित हो जाता है, जिससे रंगीन मलिनकिरण होता है।
3. बी मान में बड़ा विचलन - सुखाने की स्थिति और इंजेक्शन तापमान की जांच को प्राथमिकता दें।
• बी मान में सकारात्मक बदलाव (पीलापन): सबसे आम कारण अत्यधिक सूखना या अत्यधिक पिघला हुआ तापमान है। नायलॉन सामग्री विशेष रूप से संवेदनशील होती है - 0.5 का बी-वैल्यू बहाव नग्न आंखों को स्पष्ट रूप से "पीला" दिखाई देता है।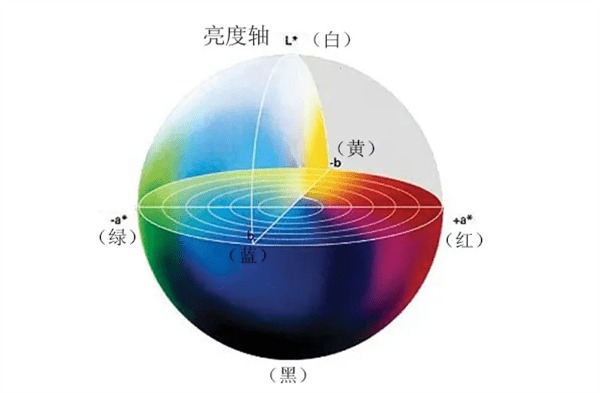
तृतीय. ΔE क्या है? हम अकेले ΔE पर भरोसा क्यों नहीं कर सकते?
ΔE, L, a, और b आयामों में संयुक्त विचलन है, जिसकी गणना इस प्रकार की जाती है:
ΔE = √[(ΔL)² + (Δa)² + (Δb)²]
यह "कुल रंग अंतर" को संक्षेप में प्रस्तुत करने के लिए एक एकल संख्या का उपयोग करता है, जिससे त्वरित निर्णय लेना आसान हो जाता है। हालाँकि, समस्या यह है: एक ही ΔE बहुत अलग रंग विचलन का प्रतिनिधित्व कर सकता है।
उदाहरण के लिए:
• केस ए: ΔL=1.0, Δa=0, Δb=0 → ΔE=1.0 (थोड़ा बहुत सफेद)
• केस बी: ΔL=0.6, Δa=0.6, Δb=0.6 → ΔE≈1.04 (तीनों दिशाओं में विचलन)
दोनों में लगभग समान ΔE है, लेकिन केस बी अधिक "जटिल" है और नग्न आंखों को "गंदला" दिखाई दे सकता है। इसलिए, पेशेवर रंग अंतर नियंत्रण को ΔE और व्यक्तिगत सहनशीलता दोनों पर विचार करना चाहिए। ऑटोमोटिव आंतरिक भागों के लिए एक सामान्य मानक है: ΔE <1.0, |ΔL| के साथ <0.5, |Δa| <0.5, |Δb| <0.5.
चतुर्थ. रंग में अंतर कहां से आता है? चार सामान्य स्रोत
ग्राहकों को सेवा देने के वर्षों के अनुभव के आधार पर, रंग अंतर के मुख्य स्रोत चार श्रेणियों में आते हैं:
1. सामग्री बैच भिन्नता - इंजीनियरिंग प्लास्टिक के विभिन्न बैचों में आधार रंग में थोड़ा अंतर हो सकता है। यहां तक कि समान ग्रेड के लिए, पीओएम के लिए 0.3-0.5 का बैच-टू-बैच बी-वैल्यू उतार-चढ़ाव असामान्य नहीं है।
2. सुखाने की प्रक्रिया नियंत्रण से बाहर - नायलॉन, पीईटी और पीसी जैसी सामग्री नमी के प्रति संवेदनशील होती है। कम सुखाने या अधिक सुखाने से पीलापन आ सकता है। एक मामले में, एक ऑपरेटर ने सुखाने का तापमान 80 डिग्री सेल्सियस से बढ़ाकर 100 डिग्री सेल्सियस कर दिया, जिससे बी-वैल्यू 1.2 से बढ़कर 2.8 हो गया, जिससे पूरा बैच खत्म हो गया।
3. इंजेक्शन मोल्डिंग प्रक्रिया बहाव - बैक प्रेशर, स्क्रू स्पीड, इंजेक्शन स्पीड, होल्डिंग प्रेशर, मोल्ड तापमान इत्यादि में छोटे परिवर्तन, पिघल प्रवाह और क्रिस्टलीकरण व्यवहार को बदल सकते हैं, जिससे रंग उपस्थिति प्रभावित हो सकती है। ग्लास-फाइबर प्रबलित सामग्री विशेष रूप से संवेदनशील होती हैं।
4. माप पर्यावरण अंतर - विभिन्न रंगमापी, प्रकाश स्रोत, माप एपर्चर, या यहां तक कि ऑपरेटर द्वारा लगाया गया दबाव भी रीडिंग को प्रभावित कर सकता है। ग्राहकों और आपूर्तिकर्ताओं को एक एकीकृत माप मानक (उदाहरण के लिए, डी65 इलुमिनेंट, 10° पर्यवेक्षक कोण) पर सहमत होना चाहिए।
V. निष्कर्ष: रंग को प्रबंधित किया जा सकता है
इंजीनियरिंग प्लास्टिक में रंग अब कोई रहस्य नहीं रह गया है। तीन संख्याएँ L, a, और b व्यक्तिपरक भावना "मुझे लगता है कि रंग गलत है" को वस्तुनिष्ठ तथ्य में बदल देती हैं "L मान सहनशीलता से 0.6, b मान 0.8 से अधिक है।" रंग अंतर के चार स्रोतों को समझने से हमें समस्याओं को घटित होने से पहले ही रोकने में मदद मिलती है।
जांच भेजें


X
हम आपको बेहतर ब्राउज़िंग अनुभव प्रदान करने, साइट ट्रैफ़िक का विश्लेषण करने और सामग्री को वैयक्तिकृत करने के लिए कुकीज़ का उपयोग करते हैं। इस साइट का उपयोग करके, आप कुकीज़ के हमारे उपयोग से सहमत हैं।
गोपनीयता नीति